3D Printing
digital designs to physical reality
digital designs to physical reality
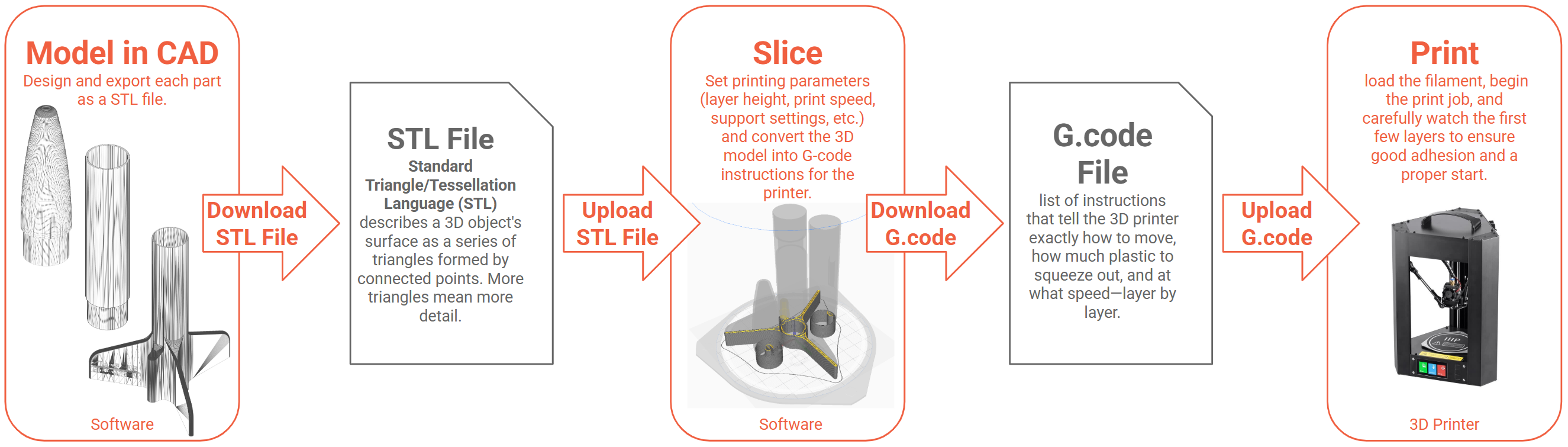
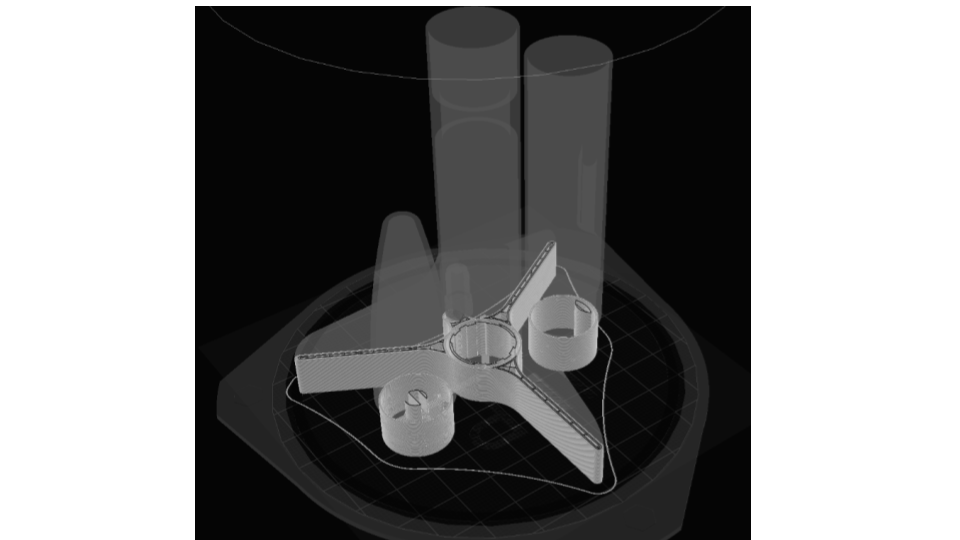
A slicer is software that slices 3D models (e.g., STL) into G-code instructions. It determines nozzle movements, material extrusion, and speeds. Adjusting its settings affects print time, part strength, and appearance.
Determines how thick each layer is. Thinner layers yield smoother surfaces but take longer; thicker layers reduce print time but may show more lines.
Controls nozzle movement speed. Faster speeds shorten print time but can reduce quality; slower speeds increase detail but take longer.
Sets how solid the part is inside. Higher infill strengthens parts but uses more material and time; lower infill saves both but weakens parts.
Adjusts the number of perimeter lines. Thicker walls improve durability but take longer; thinner walls save time and filament.
Temporary material for overhangs or complex shapes, improving print success but requiring removal afterward.
Methods to help the first layer stick. They prevent warping or detachment but add extra material and print time.
Proper temperatures ensure filament melts and bonds correctly, preventing warping or under-extrusion.